|
|
Precision Micro Wire Feeder |
Videos

|
View PDF version
 |
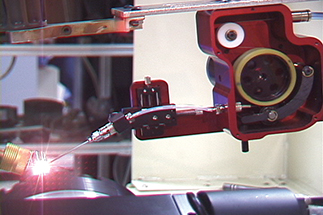 Alabama Laser has developed a precision micro wire feeder
for use with laser welding systems. The unit allows small
diameter filler wire to be added to a weld during a laser
welding operation.
Alabama Laser has developed a precision micro wire feeder
for use with laser welding systems. The unit allows small
diameter filler wire to be added to a weld during a laser
welding operation.
Previous wire feeders have only been able to accommodate
wire with large conventional welding diameters, but Alabama Laser’s Precision Micro Wire Feeder is capable of feeding wire with diameters anywhere between .005” and .020”.
The user inputs variables into the unit’s controller such as laser feed rate, weld length, and wire-to-weld ratio, and the controller then automatically calculates the feed rate and length of the wire. The controller has the capacity to handle up to 16 inputs and 9 outputs.
|
 |
The compact design of this wire feeder (4 ¾" height,
3 ¾" width, 2" depth) allows it to be used in a variety of configurations. The unit can introduce wire to the weld at a rate between 5 and 1,600 inches/minute.
The wire feeder comes with an adjustable precision
guiding system to inject the wire precisely into the weld pool or coupled directly to the beam. Two ½" travel stages guide a hypodermic needle for pinpoint delivery
of the wire. To ensure the smooth output of the cotinuously fed filler wire, the unit has an option to delay wire feed for a fraction of a second when the weld
begins and stop a fraction of a second before the beam shuts off. |
|
| |
|
|

Wire feeder enclosure |

Touch-screen control panel
on the lid of the enclosure. |
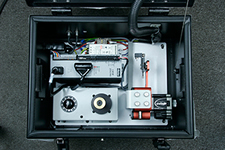
All other components, including the
wire feeder head, conveniently fit
within the enclosure. |
|
Applications |
 Although laser welding is usually performed autogenuously, the use of filler wire allows a broader range of welding applications. The wire feeder can be used in applications where it is imperative to keep heat input low, such as with thin components, in precision applications, near heat-sensitive components/materials, or when distortion must be avoided. Although laser welding is usually performed autogenuously, the use of filler wire allows a broader range of welding applications. The wire feeder can be used in applications where it is imperative to keep heat input low, such as with thin components, in precision applications, near heat-sensitive components/materials, or when distortion must be avoided.
Filler wire can be used to bridge gaps in weld joints, especially to fill in large gaps where acceptable results could not be obtained using autogenous laser welding. The addition of filler wire can also be beneficial to adjust the chemical composition of welds between dissimilar metals so that defects such as hot cracking are less likely to occur. Likewise, multipass welding of thick sections with preliminary groove preparation can be accomplished.
Forming overlays is another unique feature of this welding process. Whether by placing weld beads side by side or on top of one another, an overlay can be formed to buildup worn surfaces or to apply wear-resistant surfaces. This cladding technique also allows rapid prototyping of parts which are formed out of the wire filler itself instead of being machined from a piece of metal.
The unit is adaptable to other welding processes, especially high energy density processes, such as electron beam welding, micro-plasma arc welding, and precision gas tungsten arc welding. Configured differently, the wire feeder can also be used separate from the laser for feeding precise lengths of wire (resistor wire, bridge wire, etc.).
U.S. Patent # 5,137,223
|
|
|
